


Overview
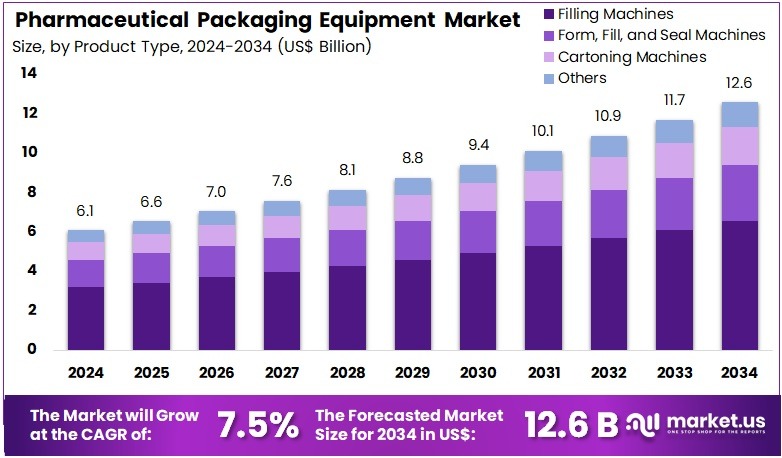
New York, NY – May 19, 2026 – The Pharmaceutical Packaging Equipment Market Size is expected to be worth around US$ 12.6 Billion by 2034 from US$ 6.1 Billion in 2024, growing at a CAGR of 7.5% during the forecast period 2025 to 2034. North America held a dominant market position, capturing more than a 43.6% share and holds US$ 2.7 Billion market value for the year.
The pharmaceutical packaging equipment market comprises machinery and integrated systems used for the packaging, labeling, sealing, filling, and inspection of pharmaceutical products. These equipment solutions are widely utilized across the pharmaceutical and biotechnology industries to ensure product safety, regulatory compliance, operational efficiency, and extended shelf life of medicines. Packaging equipment supports a broad range of pharmaceutical formats, including tablets, capsules, injectables, powders, syrups, and biologics.
The market includes various equipment types such as blister packaging machines, bottle filling systems, cartoning machines, labeling equipment, inspection systems, and serialization solutions. Increasing pharmaceutical production, rising demand for automated manufacturing processes, and stringent regulatory requirements regarding product traceability and patient safety are key factors supporting market growth. In addition, the growing adoption of smart packaging technologies and Industry 4.0 integration is contributing to the modernization of pharmaceutical packaging operations.
North America and Europe represent significant markets due to the presence of established pharmaceutical manufacturers and advanced healthcare infrastructure. Meanwhile, Asia-Pacific is emerging as a high-growth region driven by expanding generic drug production, increasing healthcare expenditure, and rapid industrialization in countries such as China and India.
Leading companies operating in the market are focusing on technological advancements, automation, and sustainable packaging solutions to strengthen operational efficiency and meet evolving regulatory standards across global pharmaceutical supply chains.
Key Takeaways
- In 2024, the pharmaceutical packaging equipment market was valued at US$ 6.1 billion and is projected to reach US$ 12.6 billion by 2034, expanding at a CAGR of 7.5% during the forecast period.
- Based on product type, the market is categorized into filling machines, form, fill and seal machines, cartoning machines, and others. Among these, filling machines dominated the market in 2024, accounting for a revenue share of 52.3%.
- By technology, the market is segmented into manual, semi-automatic, and automatic equipment. The automatic segment held the largest market share of 61.8% in 2024.
- On the basis of formulation, the market is divided into liquid, solid, semisolid, and others. The liquid segment emerged as the leading category, capturing 56.5% of the overall market revenue in 2024.
- In terms of end user, the market is segmented into pharmaceutical companies and contract manufacturing companies. Pharmaceutical companies accounted for the highest revenue share of 62.5% in 2024.
- North America dominated the global pharmaceutical packaging equipment market in 2024, securing a market share of 43.6%.
Regional Analysis
North America accounted for the largest share of the pharmaceutical packaging equipment market in 2024, driven by increasing drug approvals, rising vaccine production, and the growing adoption of automation technologies in pharmaceutical manufacturing. The rising number of novel drug approvals in the United States created strong demand for advanced packaging systems capable of handling complex therapies and ensuring regulatory compliance.
In addition, expanding vaccine production accelerated the adoption of high-speed filling, labeling, and inspection equipment across pharmaceutical facilities. The growing prevalence of chronic diseases, particularly cancer, further increased the need for secure and efficient packaging solutions for sensitive medications. Moreover, the increasing integration of robotic and automated packaging systems enhanced operational efficiency and production capacity across the region.
Asia Pacific is projected to register the fastest CAGR during the forecast period owing to rapid expansion in pharmaceutical manufacturing activities and supportive government initiatives. Countries such as India and China are witnessing significant investments in drug production, boosting demand for blister packaging, bottling, labeling, and sealing equipment.
Rising generic drug approvals and increasing vaccine manufacturing across Southeast Asia are further contributing to market growth. Additionally, the growing focus on biologics and sterile drug manufacturing in countries such as Japan is accelerating the adoption of advanced aseptic packaging technologies across the region.
Emerging Trends
- Automation Is Becoming the New Standard: Pharmaceutical manufacturers are increasingly adopting automated packaging equipment to improve production speed, reduce human errors, and maintain packaging accuracy. Automated systems support regulatory compliance, enhance hygiene standards, lower labor costs, and improve operational efficiency, making them essential for modern pharmaceutical manufacturing facilities.
- Eco-Friendly Packaging Equipment Is in Demand: Sustainability trends are driving demand for pharmaceutical packaging equipment that reduces energy consumption, minimizes material waste, and supports recyclable packaging materials. Manufacturers are increasingly investing in environmentally friendly systems that handle biodegradable packaging solutions while helping companies comply with evolving environmental regulations globally.
- Flexible Equipment for Multiple Drug Forms: Pharmaceutical companies are seeking flexible packaging equipment capable of handling tablets, liquids, injectables, and creams using a single system. These versatile machines reduce operational downtime, improve production efficiency, lower equipment costs, and support faster product launches across diverse pharmaceutical applications.
- Smart Technology Integration in Machines: Advanced pharmaceutical packaging machines now integrate smart technologies such as sensors, real-time monitoring, predictive maintenance, and data analytics. These technologies improve production visibility, reduce machine downtime, enhance quality control, and help manufacturers optimize packaging performance while maintaining strict regulatory compliance standards.
- Machines for Smaller, Personalized Batches: The growing demand for personalized medicines and specialty drugs is increasing the need for packaging machines designed for small-batch production. These systems provide faster setup, minimize material waste, improve flexibility, and support efficient packaging of precision medicines and clinical trial products.
- Sterile and Cleanroom-Friendly Equipment: Sterile and cleanroom-compatible packaging equipment is becoming increasingly important for injectable drugs and biologics manufacturing. These machines are designed to minimize contamination risks, support easy sterilization, maintain pharmaceutical safety standards, and ensure compliance with strict cleanroom manufacturing and packaging requirements.
Use Cases
- Tablet and Capsule Bottling: Tablet and capsule bottling equipment is widely used to accurately fill, seal, label, and package pharmaceutical bottles. Automated bottling systems improve production speed, reduce packaging errors, enhance traceability, and ensure safe handling of medicines across pharmaceutical manufacturing and distribution operations.
- Liquid Medication Filling: Liquid filling machines are used to package syrups, eye drops, injectables, and other liquid medications with precise dosing accuracy. These systems maintain sterile production conditions, prevent contamination, improve packaging consistency, and support high-volume pharmaceutical manufacturing processes while meeting regulatory safety standards.
- Blister Packaging for Pills: Blister packaging equipment is commonly used for tablets and capsules to protect medicines from moisture, light, and contamination. These machines create sealed compartments for individual doses, improving patient convenience, product safety, shelf life, and packaging efficiency for pharmaceutical manufacturers and healthcare providers.
- Packaging for Injectable Drugs: Injectable drug packaging equipment handles the sterilization, filling, sealing, and inspection of vials and ampoules under controlled environments. These systems ensure accurate dosing, contamination prevention, regulatory compliance, and safe packaging of vaccines, biologics, and other sensitive injectable pharmaceutical products.
- Cartoning and Secondary Packaging: Cartoning machines are used to package bottles, blister packs, and vials into labeled cartons for transportation and retail distribution. These systems improve packaging efficiency, support product traceability, reduce manual handling, and ensure secure secondary packaging for pharmaceutical products across supply chains.
- Tamper-Evident and Safety Seals: Pharmaceutical packaging equipment increasingly includes tamper-evident sealing and child-resistant packaging technologies to improve product safety and regulatory compliance. These systems help prevent contamination, protect consumers from accidental exposure, and build trust by ensuring medicine packaging integrity throughout distribution and usage.
Frequently Asked Questions on Pharmaceutical Packaging Equipment
- What factors are driving the growth of the pharmaceutical packaging equipment market?
The growth of the pharmaceutical packaging equipment market is driven by increasing pharmaceutical production, rising demand for automated packaging systems, growing biologics manufacturing, and stringent regulatory requirements. Expanding vaccine production and the need for safe, traceable, and efficient packaging solutions also support market expansion. - Which types of pharmaceutical packaging equipment are commonly used?
Commonly used pharmaceutical packaging equipment includes filling machines, blister packaging machines, cartoning systems, labeling equipment, inspection systems, and form-fill-seal machines. These solutions are designed to handle different pharmaceutical formulations, including tablets, capsules, liquids, powders, and injectable products. - Why is automation important in pharmaceutical packaging equipment?
Automation plays a critical role in pharmaceutical packaging by improving operational efficiency, minimizing human error, increasing production speed, and ensuring packaging consistency. Automated systems also support regulatory compliance, reduce contamination risks, and enhance traceability throughout pharmaceutical manufacturing and packaging processes. - Which region dominates the pharmaceutical packaging equipment market?
North America currently dominates the pharmaceutical packaging equipment market due to strong pharmaceutical manufacturing capabilities, increasing drug approvals, and high adoption of automated technologies. The presence of leading pharmaceutical companies and advanced healthcare infrastructure further strengthens regional market growth and innovation. - Why is Asia Pacific considered a high-growth market for pharmaceutical packaging equipment?
Asia Pacific is considered a high-growth market because of rising pharmaceutical production, expanding generic drug manufacturing, supportive government initiatives, and increasing healthcare investments. Growing vaccine manufacturing activities and demand for advanced packaging technologies are also accelerating market growth across the region. - What role does pharmaceutical packaging equipment play in regulatory compliance?
Pharmaceutical packaging equipment helps manufacturers comply with strict regulatory standards by ensuring accurate labeling, serialization, tamper evidence, and contamination control. Advanced inspection and tracking technologies improve product traceability, reduce packaging errors, and support compliance with global pharmaceutical safety regulations. - What are the major trends shaping the pharmaceutical packaging equipment market?
Key trends shaping the pharmaceutical packaging equipment market include increasing automation, adoption of smart packaging technologies, integration of Industry 4.0 solutions, and growing demand for sustainable packaging systems. Manufacturers are also focusing on flexible, high-speed equipment to support evolving pharmaceutical production requirements.
Conclusion
The pharmaceutical packaging equipment market is witnessing steady growth driven by rising pharmaceutical production, increasing automation adoption, and stringent regulatory requirements for product safety and traceability. Growing demand for biologics, vaccines, and personalized medicines is further accelerating the need for advanced packaging technologies.
Manufacturers are increasingly focusing on smart, flexible, and sustainable packaging systems to improve operational efficiency and compliance. North America continues to dominate the market due to advanced pharmaceutical infrastructure, while Asia Pacific is emerging as the fastest-growing region. Continuous technological advancements and increasing investments in pharmaceutical manufacturing are expected to support long-term market expansion globally.
Discuss your needs with our analyst
Please share your requirements with more details so our analyst can check if they can solve your problem(s)
